


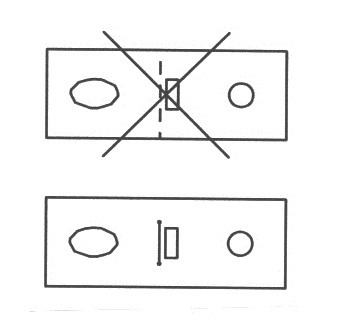
 Bei Teilen, welche noch abgekantet werden, sollte darauf geachtet werden, dass keine Konturen oder Bohrungen zu nahe bei der Biegekante angebracht werden. Die Löcher könnten eventuell verzogen werden. Wenn es nicht möglich ist, die Löcher mit genügend Abstand zu konstruieren, sollte geprüft werden, ob in der Biegekante ein Schnitt angebracht werden kann, der über die gefährdete Kontur herausragt. (Kein Verzerren der Kontur.)
Bei Teilen, welche noch abgekantet werden, sollte darauf geachtet werden, dass keine Konturen oder Bohrungen zu nahe bei der Biegekante angebracht werden. Die Löcher könnten eventuell verzogen werden. Wenn es nicht möglich ist, die Löcher mit genügend Abstand zu konstruieren, sollte geprüft werden, ob in der Biegekante ein Schnitt angebracht werden kann, der über die gefährdete Kontur herausragt. (Kein Verzerren der Kontur.)
 Abwicklungen von Abkantteilen immer mit Abzug = 0 konstruieren, da es von Maschine zu Maschine unterschiedliche Abzüge pro Material und Dicke gibt. So kann der jeweilige Operateur die nötigen Abzüge selber wählen.
Abwicklungen von Abkantteilen immer mit Abzug = 0 konstruieren, da es von Maschine zu Maschine unterschiedliche Abzüge pro Material und Dicke gibt. So kann der jeweilige Operateur die nötigen Abzüge selber wählen.
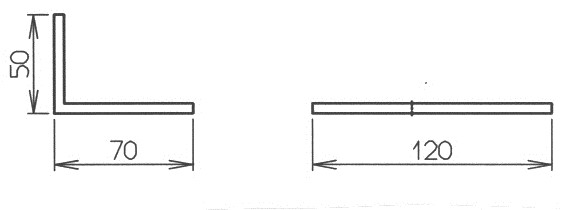
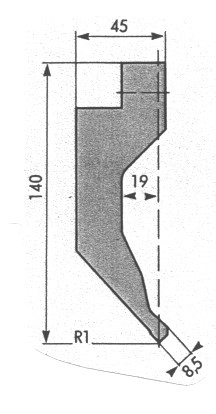
Die Radien in der Biegekante sind von der Matrizengrösse abhängig. Die Matrizengrösse hängt von der Materialdicke ab. Zum Berechnen des Innenradius gilt folgende Regel:
Beim Freibiegen beträgt der Innenradius Ri am Kantteil ungefähr 16% der Matrizenöffnung w
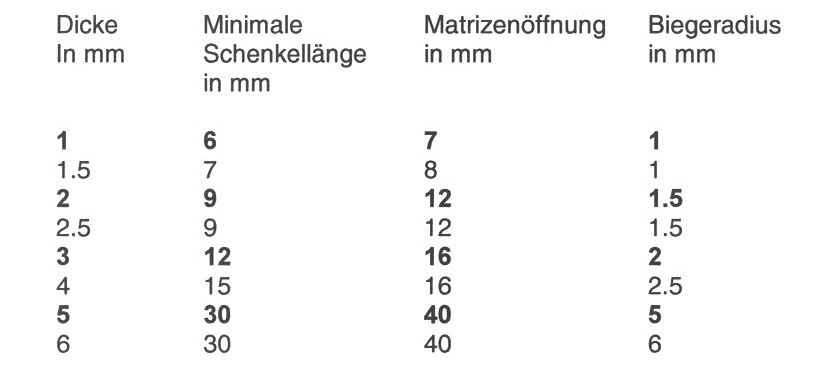
Diese Angaben beziehen sich in etwa auf die Abkantmaschine der MaKo laser ag. Die maximale Abkantlänge beträgt 4m.
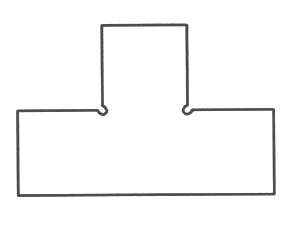
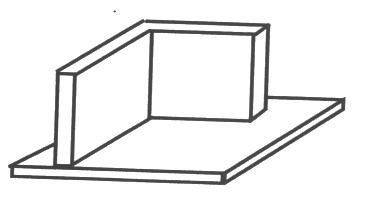
Durch Freistellungen können Deformationen des Blechrandes in den Ecken der Abkantung vermieden werden.
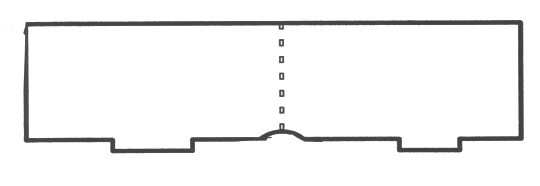
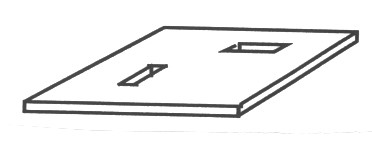
 Abgesetzte Blechteile sollten nicht am Ausschnitt abgewinkelt werden, da die Gefahr des Einreissens besteht
Abgesetzte Blechteile sollten nicht am Ausschnitt abgewinkelt werden, da die Gefahr des Einreissens besteht
 Biegekante (Pfeil) möglichst rechtwinklig zum Blechteil vorsehen. Rechts die konstruktiv bessere Lösung
Biegekante (Pfeil) möglichst rechtwinklig zum Blechteil vorsehen. Rechts die konstruktiv bessere Lösung
 Spitz auslaufende Bleckbiegeteile (Pfeil) vermeiden. Die technisch bessere Ausführung zeigt die rechte Darstellung
Spitz auslaufende Bleckbiegeteile (Pfeil) vermeiden. Die technisch bessere Ausführung zeigt die rechte Darstellung
 An Blechbiegeteilen schräge Ausläufe (links) vermeiden. Besser ist ein ausgeklinkter Auslauf wie die Darstellung rechts zeigt.
An Blechbiegeteilen schräge Ausläufe (links) vermeiden. Besser ist ein ausgeklinkter Auslauf wie die Darstellung rechts zeigt.
 U-Profile müssen in der Regel breiter als hoch konstruiert werden. Wenn mit gekröpften Werkzeugen gekantet wird, können bei kleinen U-Profilen die Schenkel länger als die Breite sein.
U-Profile müssen in der Regel breiter als hoch konstruiert werden. Wenn mit gekröpften Werkzeugen gekantet wird, können bei kleinen U-Profilen die Schenkel länger als die Breite sein.
 Im Weiteren können Büge auch flachgedrückt werden.
Im Weiteren können Büge auch flachgedrückt werden.
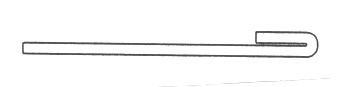
 Schmale U-Profile können mit einem Hilfsbug hergestellt werden, wenn gekröpftes Werkzeug nicht mehr ausreicht.
Schmale U-Profile können mit einem Hilfsbug hergestellt werden, wenn gekröpftes Werkzeug nicht mehr ausreicht.
“Falscher Abbug“ wieder strecken. (Kleines Zeichen bleibt.)
powered by webbudget

